




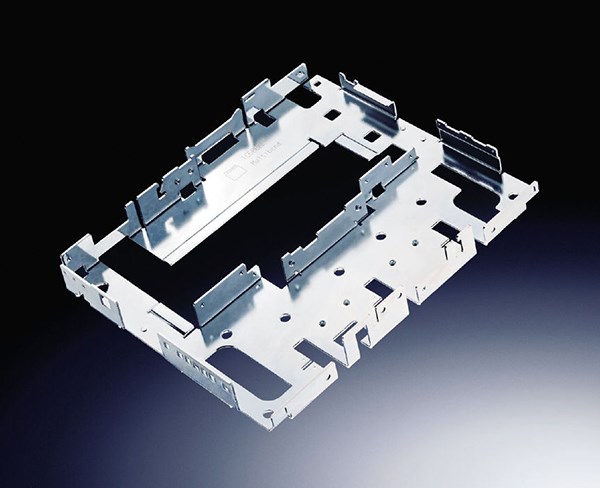
鈑金加工的工藝下料的方式有很多種,主要有以下幾種方式:a.剪床下料。是利用剪床剪出展開圖的外形長寬尺寸。若有沖孔、切角的,再轉沖床結合模具沖孔、切角成形。b.沖床下料。是利用沖床分一步或多步在板材上將零件展開后的平板件結構沖制成形。其優點是耗費工時短,效率較高,可減少加工成本,在批量生產時經常用到。






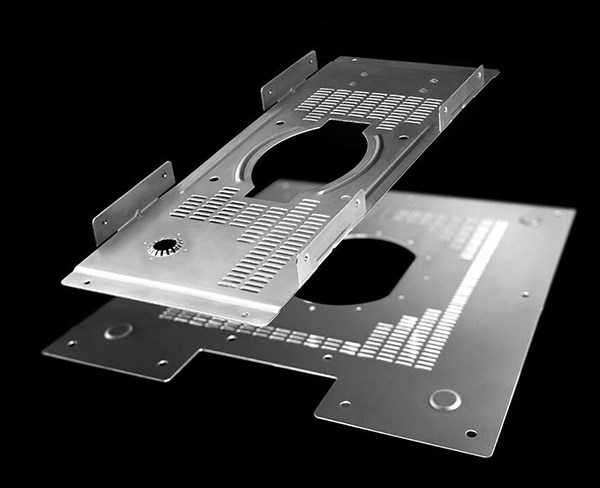
鈑金加工的工藝焊接。焊接就是將多個零件組焊在一起,達到加工的目的或是單個零件邊縫焊接,以增加其強度。其加工方一般有以下幾種:CO2氣體保護焊、弧焊、點焊、機器人焊接等。這些焊接方式的選用是根據實際要求和材質而定。一般來說CO2氣體保護焊用于鐵板類焊接;弧焊用于鋁板類焊接;機器人焊接主要是在料件較大和焊縫較長時使用。如機柜類焊接,可采用機器人焊接,可節省很多任務時,提高工作效率和焊接質量。
鈑金加工中的重要工序,粉末靜電噴涂粉末靜電噴涂的優點可實現一次性涂裝粉末涂料一次涂裝就能得到50~300μm厚的涂膜,并且不易產生油漆厚涂時的滴垂或積滯,不發生溶劑孔,不造成厚膜涂裝的缺陷,而且邊角覆蓋率也很高。而油漆一般一次涂裝的膜厚在5~20μm,如果要得到厚涂膜或中高等要求的涂膜,必須經過多次涂裝方可實現。



 在線客服
在線客服 13856998044
13856998044 hubing@yianjidian.com
hubing@yianjidian.com


